Строим красиво
Последовательность операций при изготовлении изделий на стенде

На этом заводе были изготовлены основные конструкции цехов судостроительной верфи в Лоустофте. Выпускаемые изделия делаются из бетона высоких марок, до 600. Для армирования применяется высокопрочная проволока диаметром 1,5-2,0 мм с пределом прочности 18 000 кг/см2. Завод работает по технологической схеме шведской фирмы Стрэнгбетон.
Последовательность операций при изготовлении изделий на стенде следующая. Концы проволоки протягиваются с бухт через направляющие ролики и подаются на приемный стол цепного конвейера. Здесь они пропускаются через фиксирующие их положение стальные диафрагмы с необходимым количеством отверстий, а затем размещаются в конической втулке, где они надежно закрепляются с помощью пробки, загоняемой во втулку выстрелом из специального пистолета. Пучок струн с концом, закрепленным во втулке, вытягивается на цепном конвейере параллельно формовочному стенду на длину, несколько превышающую полезную длину стенда. Конвейер имеет приводную и натяжную станции.
Вытянутый вдоль цепного конвейера пучок струн отрезается 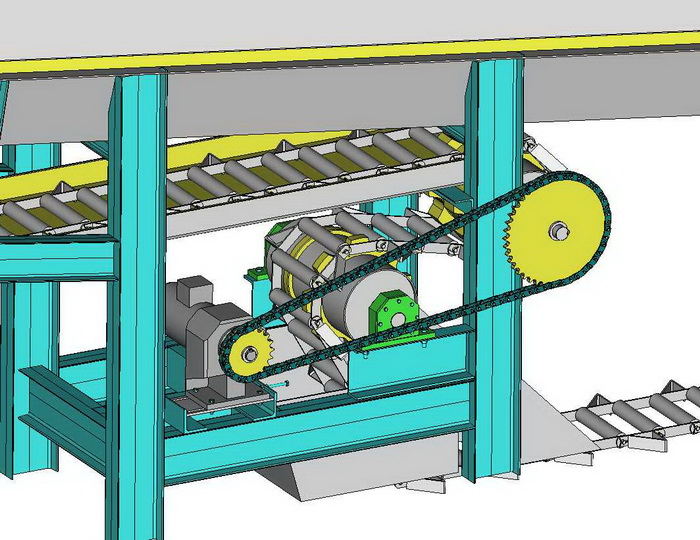 возле натяжной станции, и концы струн также закрепляются в конической втулке с пробкой, как у приводной станции. Заготовленный таким образом пучок струн закрепляется по концам в захватах укладчиков арматуры, перемещающихся поперек стенда. Снятый с конвейера пучок слегка натягивают с помощью специального натяжного устройства, имеющегося на одном из укладчиков, чтобы предупредить провисание пучка во время его перемещения на стенд к месту укладки в опалубку. Стенд представляет собою участок бетонного пола цеха, в который заделаны расположенные поперек стенда швеллеры с отверстиями в горизонтальной стенке. На этих швеллерах собирается металлическая или деревянная опалубка.
возле натяжной станции, и концы струн также закрепляются в конической втулке с пробкой, как у приводной станции. Заготовленный таким образом пучок струн закрепляется по концам в захватах укладчиков арматуры, перемещающихся поперек стенда. Снятый с конвейера пучок слегка натягивают с помощью специального натяжного устройства, имеющегося на одном из укладчиков, чтобы предупредить провисание пучка во время его перемещения на стенд к месту укладки в опалубку. Стенд представляет собою участок бетонного пола цеха, в который заделаны расположенные поперек стенда швеллеры с отверстиями в горизонтальной стенке. На этих швеллерах собирается металлическая или деревянная опалубка.